| Place of Origin: | China |
|---|---|
| Brand Name: | OUCO |
| Certification: | CE |
| Model Number: | OUCO-500T |
| Minimum Order Quantity: | 1 |
| Price: | Negotiable |
| Packaging Details: | shipping container |
| Delivery Time: | 35 work days |
| Payment Terms: | L/C, T/T |
| Supply Ability: | 500 sets per year |
| Product Name: | Screw Injection Molding Machine Clamping Force 500 Ton | Type: | Automation |
|---|---|---|---|
| Function: | Deep Cavity Plastic Parts Production | Motor: | Servo Energy Saving |
| Color: | Support Customization | Stable Performance: | Short Cycle Time |
| Clamping Way: | Hydraulic | Transport Package: | FCL |
| Highlight: | Clamping Force screw injection molding machine,70mm screw injection molding machine,500 Ton Injection Molding Machine |
||
There are many classification methods of injection molds. According to the type of injection molding machines used, they can be divided into injection molds for horizontal injection molding machines, injection molds for vertical injection molding machines, injection molds for angle injection molding machines, and two-color injection molds.
The number of cavities can be divided into single-cavity and multi-cavity injection molds; according to the number of parting surfaces, it can be divided into single-parting surface and double-parting surface or multi-parting surface injection molds; according to the form of the gating system, it can be divided into ordinary Injection molds for gating systems and hot runner gating systems; there are also overlapping molds (stack molds).
![]()
![]()
The energy saving of the injection molding machine can be divided into two parts: one is the power part and the other is the heating part.
Energy saving in the power part: most of them use frequency converters. The energy saving method is to save the excess energy consumption of the motor. For example, the actual power of the motor is 50Hz, and you actually only need 30Hz in production. Wasted, the frequency converter is to change the power output of the motor to achieve the effect of energy saving.
Energy saving in the heating part: Most of the energy saving in the heating part is the use of electromagnetic heaters to save energy, and the energy saving rate is about 30%-70% of the old-fashioned resistance coil.
1. Compared with resistance heating, the electromagnetic heater has an additional layer of insulation layer, which increases the utilization rate of heat energy.
2. Compared with resistance heating, the electromagnetic heater directly acts on the heating of the material tube, which reduces the heat loss of heat transfer.
3. Compared with resistance heating, the heating speed of the electromagnetic heater is more than a quarter faster, which reduces the heating time.
4. Compared with resistance heating, the heating speed of the electromagnetic heater is fast, the production efficiency is improved, and the motor is in a saturated state, which reduces the power loss caused by high power and low demand.
The above four points are the reasons why Feiru electromagnetic heater can save energy as high as 30%-70% on the injection molding machine
![]()
.![]()
| Model | 500T | 600T | 700T | |||||||
| Screw Specifications | A | B | C | A | B | C | A | B | C | |
| Screwdi ameter | mm | 70 | 75 | 85 | 75 | 85 | 90 | 85 | 90 | 100 |
| Screw L/Dratio | 22 | 22 | 22 | 22 | 22 | 22 | 22 | 22 | 22 | |
| Theoretical injection volume | cm3 | 1481 | 1700 | 2184 | 1788 | 2297 | 2575 | 2552 | 2861 | 3533 |
| Shot weight (PS) | g | 1377 | 1581 | 2031 | 1645 | 2113 | 2369 | 2348 | 2632 | 3250 |
| injection rate(Ps) | g/S | G03 | 693 | 890 | G13 | 788 | 884 | 788 | 883 | 1091 |
| Injection pressure | MPa | 209 | 182 | 142 | 204 | 159 | 142 | 209 | 187 | 151 |
| Inject on stroke | mm | 385 | 405 | 450 | ||||||
| Max. injection speed | mm/s | 166 | 157 | 147 | ||||||
| Screw speed | r/min | 0-200 | 0-200 | 0-180 | ||||||
| Sys. Pressure | MPa | 16 | 16 | 16 | ||||||
| Pump Motor(Min-Max) | kW | 94 | 101 | 114 | ||||||
| Displacement | ml/r | 125+125 | 160+125 | 160+160 | ||||||
| number of Motors | PC | 2 | 2 | 2 | ||||||
| Heater power | kW | 41 | 47 | 52 | ||||||
| Number oftemp. control zones | 5+1 | 5+1 | 5+1 | |||||||
| Clamping force | kN | 5000 | 6000 | 7000 | ||||||
| Opening stroke | mm | 1000 | 1150 | 1300 | ||||||
| Tie bar distance W×L | mm*mm | 860x760 | 960x860 | 1020x920 | ||||||
| Min. mold thickness | mm | 300 | 350 | 450 | ||||||
| Max. mold thickness | mm | 800 | 920 | 1050 | ||||||
| Ejector stroke | mm | 210 | 210 | 210 | ||||||
| Ejector force forward | kN | 110 | 113 | 113 | ||||||
| Number of ejector bar | PC | 1+12 | 1+12 | 1+12 | ||||||
| Oil tank capacity | L | 850 | 940 | 1020 | ||||||
| Machine dimensions(LxWxH) | m*m*m | 87x2.0x2.1 | 9.3x2.1x2.3 | 9.7x2.2x2.4 | ||||||
| Machine weight | Ton | 19 | 23 | 25 | ||||||
All our deep cavity injection molding machine are equipped with double servo motor power,it control adopts the latest confluence technology
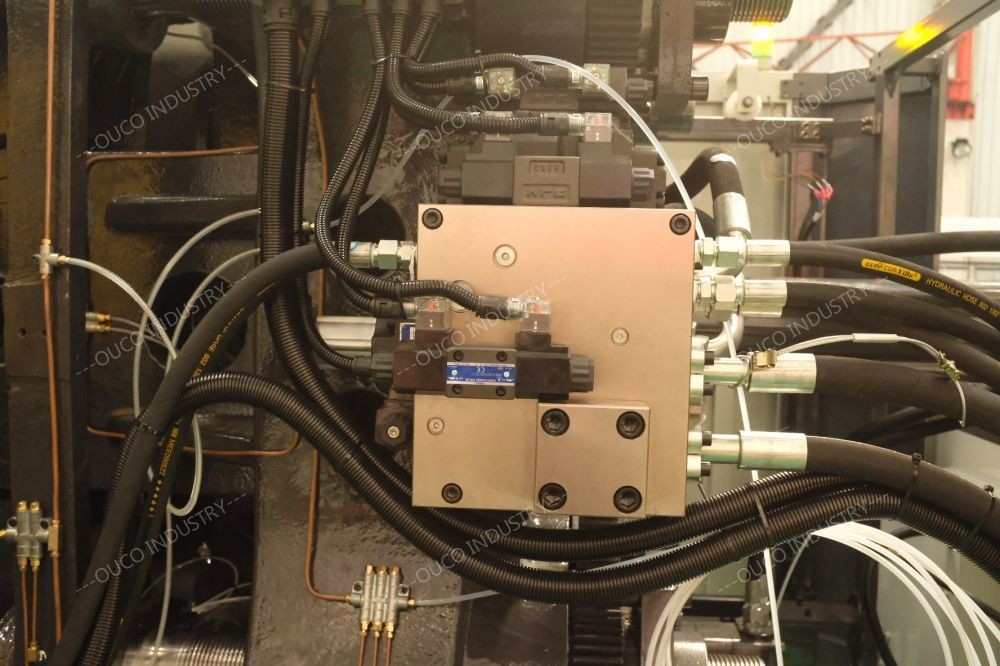
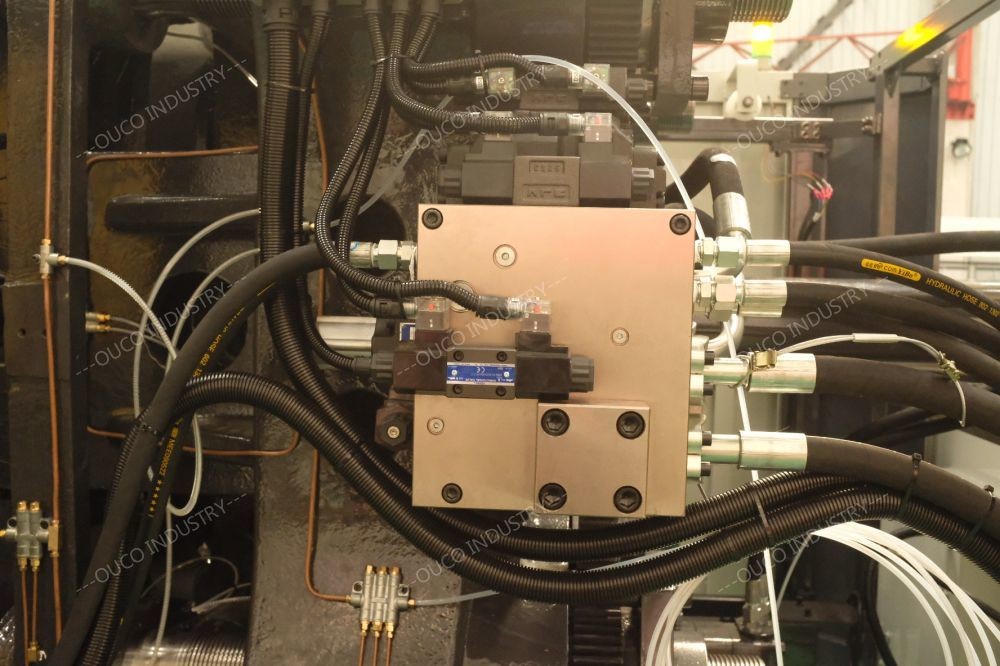
Our company's lubrication system uses copper pipes for fixed pipes and soft copper pipes for moving parts, which can increase the service life of copper pipes.
The hydraulic system is provided by well-known manufacturers in China and is designed and manufactured with high-speedsuper large and special oil circuit.It adopts multi-channel logic control with large flow, low noise and stable performance.The machines with a capacity of more than 450 tons provide the synchronous function of ejector pin while opening the moldso as to shorten the forming cycle of the product.
![]()
![]()
![]()